



- Mye feil på skjøter med elektromuffesveis
 Bildet: Her forteller Elisabeth Hovda i Oslo VAV hvordan de gjorde testene, hvilke typer feil man finner – og hva man kan gjøre for å få best mulige skjøter med sveisemuffer.
Bildet: Her forteller Elisabeth Hovda i Oslo VAV hvordan de gjorde testene, hvilke typer feil man finner – og hva man kan gjøre for å få best mulige skjøter med sveisemuffer.
Publisert: 18 Apr 2023
Av Elisabeth Hovda, sjefsingeniør i Oslo VAV
Høsten 2021 fant rørinspektørene i Vann- og avløpsetaten i Oslo kommune mye feil på skjøter med elektromuffesveis. Særlig mye feil fant de på DN355-ledninger. Av 18 muffeskjøter som ble sjekket fant de feil på 16. Sånn kan man ikke ha det, og vi skjønte at vi måtte gjøre noe med det. Det har vi gjort, og her skal jeg fortelle om hvordan vi gjorde det, og hovedtrekkene i det vi har funnet så langt.
Elektrosveisemuffer
Jeg antar at de aller fleste leserne av Rørbloggen vet hva elektrosveisemuffer er. For ordens skyld: Sveisemuffer er rørdeler i PE med innlagte varmetråder. Muffen træs over rørendene. Varme tilføres med strøm, som gjør at skjøten mellom muffa og rørene sveises sammen.
Les også: "Den enkle metoden" – elektrosveising av PE-rør
Prinsippet brukes ofte til å sveise skjøter der man ikke har tilgang for speilsveis, eller der begge ender av røret sitter fast og ikke kan beveges på under sveiseprosessen.
Krav til muffeskjøter
Elektromuffens produktstandard er del 3 av NS-EN 12201: Rørledninger av plast for vannforsyning og for avløp under trykk - Polyetylen (PE).
Oslo VAV stiller noen konkrete krav til resultatet av elektromuffeskjøter:
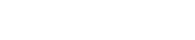
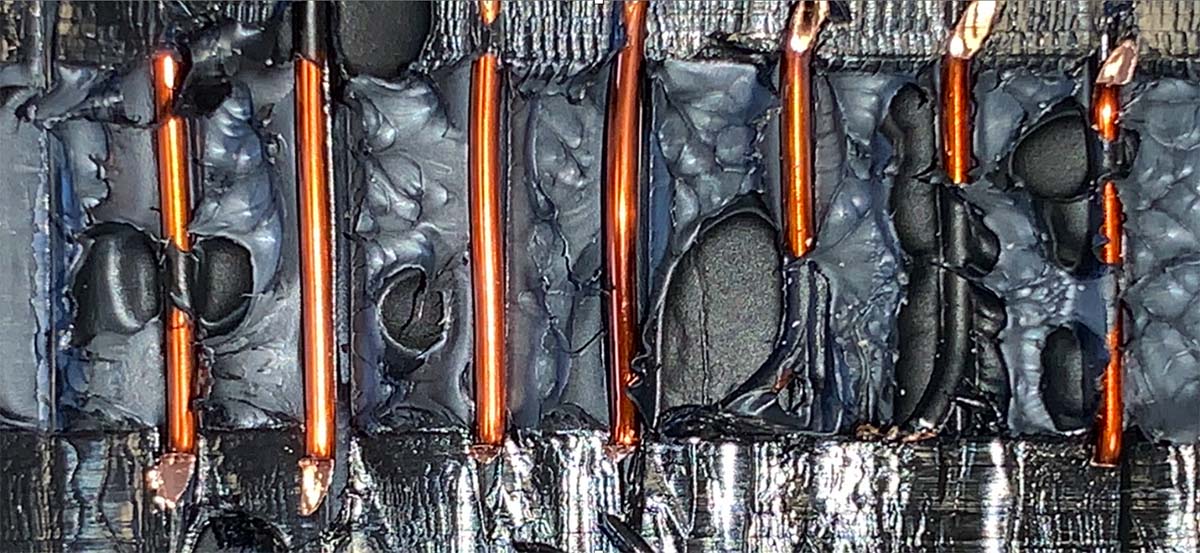
- Det skal ikke være mulig å se synlig kobbertråd noe sted i den ferdige skjøten. Verken på utsiden eller på innsiden. Dette er et omdiskutert krav. Vi mener synlig kobbertråd kan være indikasjon på sveisefeil som fører til bevegelser i materialet, og at dette dermed utgjør en underkjent sveis.
- Det skal ikke være synlig smeltet eller utflytende plastmasse i rørskjøten. Det er et krav vi er enige med alle produsenter om. Plast formerer seg ikke. Synlig utflytende masse er derfor en indikasjon på en svakhet eller et hull et sted, og utgjør en underkjent sveis. Vann finner som vi vet letteste vei. Vi vil helst ikke at det skal finne veien ut gjennom svakheten i en skjøt.
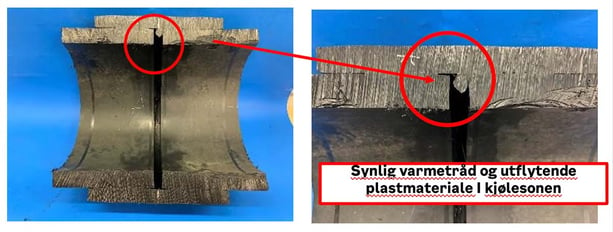 Eksempel på sveisefeil.
Eksempel på sveisefeil.
I fjor høst gjennomførte vi en serie tester av elektromuffer på PE. Dette ble gjort i samarbeid mellom VAVs egne fagfolk, leverandører og uavhengig testinstitutt. Vi testet elektromuffer i dimensjonene 180 og 355 mm, fra fire ulike produsenter. To av dem har vi rammeavtaler med.
Totalt har vi testet 36 elektromuffer. For å gjennomføre testingen har vi fått midler fra Folkehelseinstituttets program for teknologiutvikling i vannbransjen.

Sveiset i perfekte forhold – med "innlagte feil"
Testene er gjennomført på Oslo VAVs eget logistikksenter, innendørs under perfekte forhold. Vi har egne sertifiserte plastsveisere som har stått for gjennomføringen. De har sveiset med vårt eget utstyr, som selvfølgelig er kalibrert. De har sveist nøyaktig og riktig. Vi la inn ulike feil i sveiseskjøtene for å se effektene av dem i testene. Feilene var de vi mener er mest typiske feil erfart hos oss.
Les også: Er vi klare for den viktige sveisetesten?
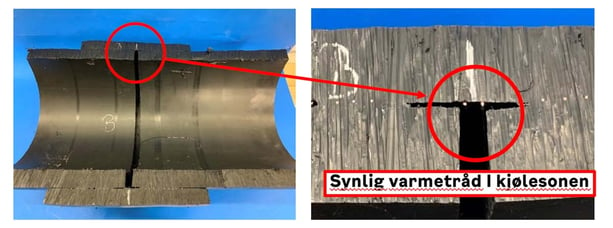
Vi har testet hver muffe både ikke-destruktivt med digital røntgen og destruktivt med mekanisk avrivningstest.

Digital røntgen. Utstyr og eksempel på resultat.
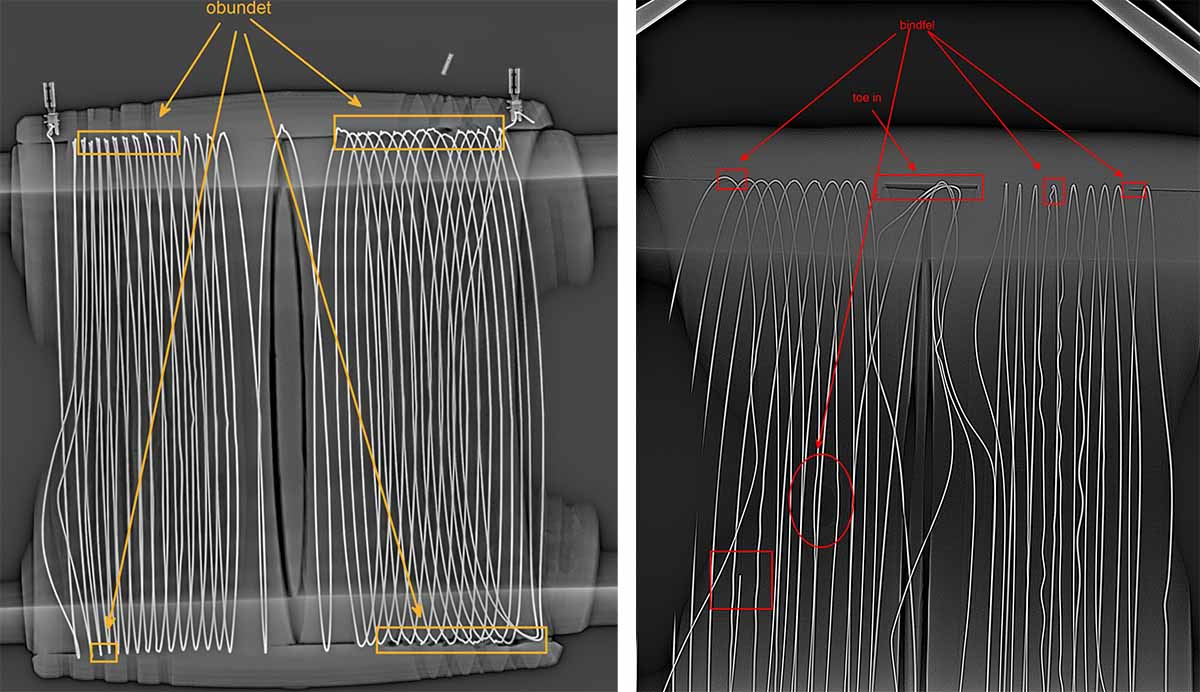
Å undersøke rørskjøter med digital røntgen er ikke særlig vanlig i Norge. Mange har ikke engang hørt om metoden, og få har sett eller brukt metoden. I Sverige er det mer vanlig. Der er det flere kommuner som krever dokumentasjon av skjøter med digital røntgen etter sveis. Fordelen med den metoden er at får sett "inni" muffa uten å kappe den ut.
Feil som kan avdekkes ved hjelp av digital røntgen:
- Bindefeil
- Sprekker
- Porer
- Forurensning
- Avvinkling
- Utflytende masse
- Forflytning av varmetråder
Metoden digital røntgen kan imidlertid aldri si noe om styrken i sveisen. Å undersøke skjøter ute i grøft er også litt tungvint, men de har funnet fram til metoder for det i Sverige.
Destruktiv test
Etter digital røntgen fikk vi gjennomført mekanisk avrivningstest av skjøtene, i henhold til to ulike teststandarder:
- ISO 13954
- NS-EN 12814-4
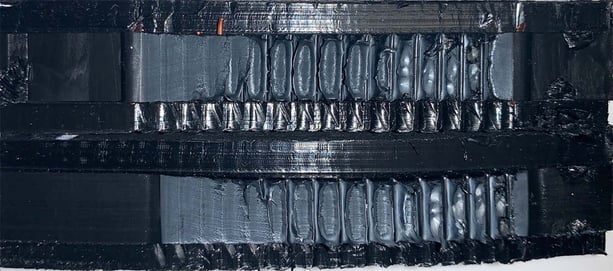
Bildet: Eksempel på typer brudd og sveisefeil. Sprøbrudd (over) er et resultat av rør som ikke er skrapt. Duktilbrudd (under) er et tegn på en sterk skjøt.

Bildet: Her har det vært vann/fukt i skjøten under sveising.
ISO 13954 er gitt i produktstandarden NS-EN 12201-3. Avrivningstesten den beskriver går ut på at man spenner fast røret og prøver å dra av muffa. Svakheten med metoden er den i liten grad gir tilgang til selve sveisen. Det er en god bekreftelse på at sveiseskjøten er sterk. Men det er jo ikke røret og muffa vi skal teste i denne omgang: Vi var mest interessert i selve sveisen.
Avrivningstest ihht NS-EN 12814, del 4 er lite kjent i Norge, men også den er mer brukt i Sverige. Prøveemnene i denne standarden skal være slisset rundt skjøten. I testen drar man røret og muffa fra hverandre. Vår erfaring er at denne metoden har størst mulighet for å gi tilgang til selve sveisen.
Subjektiv tolkning av resultater
I løpet av testingen ble vi overrasket over å se hvor subjektiv tolkningen av resultatene er. Også hos fagfolk hos uavhengige testinstitutt som er flinke på plast og sveis. I ett tilfelle så jeg på et testresultat sammen med en rørprodusent. Vi har enige om at det viste sprøbrudd og porer som følge av vann. Men testinstituttets folk mente at det samme bruddet var duktilt, siden porene var bitte små.
Man blir litt i stuss når ett og samme funn tolkes så ulikt og subjektiv. Det åpner for at prøver som blir underkjent av én aktør kan bli godkjent av en annen. For ordens skyld: Sprøbrudd er brå brudd i skjøten, og ses som glatte partier. Duktilt brudd er et "seigere" brudd, og er et tegn på en sterkere skjøt. Sprøbrudd vil vi helst ikke ha, og det er som nevnt regulert med et maksimalkrav på 33 prosent av sveiseflaten i produktstandarden.
Våre tester av elektrosveisemuffer avdekker en hel del interessante ting. Både detaljer for oss som er "nerdeaktig" opptatt av teknikken i materialene, og praktisk orienterte funn som er mer relevante for utførende i felt.
Hva vi fant
Først og fremst: Riktig utførte skjøter er solide saker. Men de må utføres riktig og med stor nøyaktighet i alle ledd. Feil med skjøter skyldes som oftest slurv og feil bruk, sjelden feil med selve produktene. Dernest: Jo større dimensjoner, jo større fare for å gjøre feil. Det er viktig å ha i bakhodet for de som jobber ute. Testene gir også en god indikasjon på hvilke tiltak som er viktigst for å unngå feil:
Fjern oksidsjiktet ytterst. Men bruk et ordentlig roterende skrapeverktøy spesielt til formålet. Unngå egne lure løsninger med vinkelsliper eller andre redskaper. Mindre dimensjoner som DN180 er enkle å skrape, mens 355 gjerne blir en liten "treningsøkt". Mål spontykkelsen på fire steder rundt omkretsen røret, så er du sikker på at du har skrapt jevnt og godt hele veien rundt.

Bildet: Viktig å skrape jevnt og godt hele veien rundt.
Rensemiddel er viktig. Vi brukte lenge en type våtservietter der væsken inneholdt 11% vann. Det er greit på varme og fine sommerdager. Men i kaldt vær er det fort gjort at fukt blir liggende igjen. Fukt betyr porer, porer betyr sprøbrudd. Oslo VAV har gått over til å bruke en type våtservietter som inneholder bare 4% vann. Uansett rensemiddel: Det er viktig å rengjøre flatene i skjøten godt, og at rensemiddelet fordamper før montering.
Sveisemuffa må også vaskes godt! Selv om den kommer rett ut av esken eller plasten kan den være møkkete. Det utrolig viktig å vaske godt både innvendig i muffa og utvendig på røret.
Oppspenningsverktøy er en god vei til riktige skjøter. Vi har testet effekten av avvinkling. Jo mer avvinkling, jo større fare for utflytende masse. I noen tilfeller kan avvinkling også føre til stor varmeutvikling, og dermed gjøre at faren for brann er til stede. Om du bruker oppspenningsverktøy, så er du i alle fall sikker på at røret ikke står i spenn inne i muffa, og at det ikke er noen avvinkling der. Det kan være litt knot å benytte et slikt oppspenningsverktøy i starten, men man blir fort vant til det.
Vi har prøvd oppspenningsverktøy godkjent for både DN180 og DN355, og enkelte som også kan brukes i bend. Vi så at noen verktøy ble i svakeste laget for dimensjon 355. Det er viktig å ha et verktøy som er sterkt nok.

RIKTIG KAPP: PE-røret skal kappes vinkelrett på lengderetningen, slik at rørendene blir parallelle inne i muffa. Dersom kappet er skjevt kan rørenden komme inn i muffas varmesone. Det gir stor risiko for utflytende materiale. På samme måte som ved avvinkling kan man også her få varmeutvikling og risiko for brann. Vi i Oslo VAV har et eget mekanisk verksted som har laget enkle verktøy som sørger for rett og pent kapp hver gang.
Sveiseapparatet. Her er det mye på markedet. Det er viktig at apparatet er kalibrert, og det er viktig å vite hvor du har temperaturmåleren din, og at du har den ved sveisestedet for å få riktig sveisetid. Erfaringene fra ulike merker sveiseapparater er at de er ganske like gode alle sammen, bare med noen forskjeller. Vi liker apparater som har en app-løsning, spesielt der man med appen kan ta bilder og skrive inn informasjon på loggen. Tyngden varierer veldig på apparatene. Her er det lurt å prøve hva som passer best for en selv.
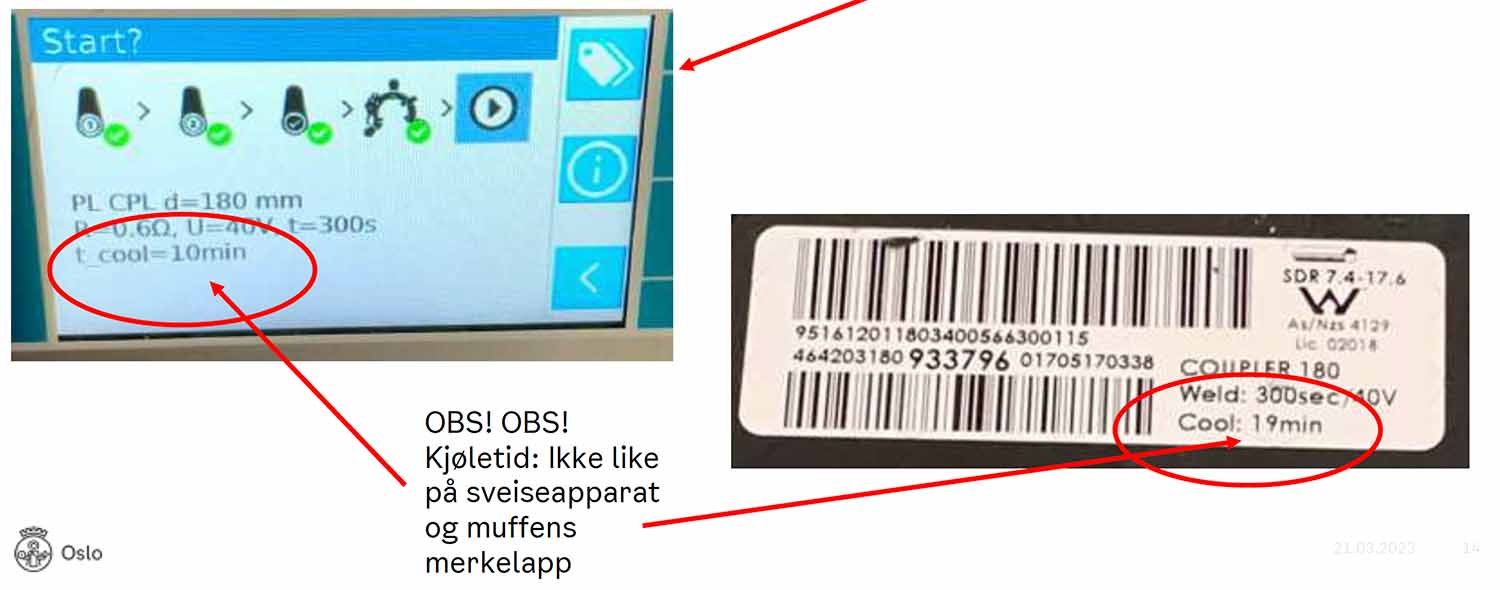
Strekkoden på muffene. Vær oppmerksom! Vi opplevde at strekkoden opplyste en kjøletid på ti minutter. Men så var det noen som etter hvert tittet på merkelappen, og der sto det 19 minutter.
Vi sjekket med produsenten, som opplyste at “... sveiseren skal vite hva han gjør. Han skal se på merkelappen, det er den som gjelder". Noen tror man bare kan bippe strekkoden i all enkelhet. Men her må man passe på.
Konklusjonen: Sveiser du riktig, så får du en god sveis. Også med elektrosveisemuffer. Jo større dimensjoner, jo vanskeligere er det å sveise riktig.
Om artikkelforfatteren:
Sjefingeniør Elisabeth Hovda er leder for Materialkomiteen i Vann- og avløpsetaten (VAV) i Oslo kommune. Hun har doktorgrad i anvendt mekanikk fra NTNU, og har siden 2001 arbeidet med materialer ved NTNU, i Standard Norge, FMC og siden 2016 i Oslo kommune.
KILDE: denne fagartikkelen ble først publisert på Rørbloggen, hallingplast.no
Rørbloggen leverer innsikt, ekspertise, erfaringer og inspirasjon om PE trykkrør – rørdeler – vann og avløp.
-

God jul og godt nytt år!
Julefreden er i ferd med å senke seg – også i VVS aktuelt-redaksjonen. Vi håper du nå tar deg tid til å nyte julehøytiden, hvor du enn måtte befinne deg.
-

Micro Matic bytter navn til Function
NYTT OM NAVN: Etter 55 år som en sentral aktør i elektrobransjen, fornyer Micro Matic seg med nye produktområder, navneendring og ny merkevare.
-

Søker totalentreprenør til VA-prosjekt
AKTUELLE PROSJEKTER: Modum er en kommune utlyser konkurranse om totalentreprise for etablering av nytt VA-anlegg.
-

Ny konserndirektør HR i GK
NYTT OM NAVN: Navneet Grewal Bajwa (34) er ansatt som ny konserndirektør HR i GK og får totalansvaret for strategisk HR- og HMS-ledelse av konsernets samlede virksomhet i Norge, Sverige og Danmark.
-

- Vi skreddersyr løsninger for bedre energiøkonomi
Kjemisk rensing er en avgjørende komponent i optimalisering og vedlikehold av gamle væskebårne energianlegg. FLOW Meisingset VVS har utviklet spesialkompetanse innen energioptimalisering.
-

- Vi er bare en liten aktør i et stort marked
DANMARK: Det danske selskapet BIN-X tilbyr løsninger på moderne utfordringer som legionellabakterier, korrosjon og belegg i VVS-systemer.
-

- Energi og klima hånd i hånd
Onsdag 18. desember signerte regjeringen en ny styringsavtale med Enova, som trer i kraft fra 1. januar 2025 og gjelder ut 2028. Den nye avtalen understreker den nære sammenhengen mellom energi og klima.
-

Etterlyser strømuttak ved toalettet
Fremtidens baderom trenger ett enkelt grep, mer enn alle andre. Nye tall viser at det fortsatt kun er et fåtall norske baderom som har installert strømuttak ved toalettet.
-

- Energi blir igjen en viktig del av Enovas mandat
18. desember 2024 ble det inngått en ny fireårsavtale mellom Enova og regjeringen. Den viktigste endringen er at energieffektivisering igjen er en viktig del av Enovas mandat.
-

Statsbygg velger Basal «VARIG» betongrør og kummer
‒ Det er veldig artig å registrere at Statsbygg benytter våre Basal «VARIG» betongrør og kummer i forbindelse med det nye regjeringskvartalet, sier adm.dir. Sogge Johnsen i Basal.
-

Fornyet tillit til styret i Rørinspeksjon Norge
Årsmøtet i Rørinspeksjon Norge (RIN) nylig, fulgte nominasjonskomiteens innstilling. Alle de fire styremedlemmene som var på valg, fikk fornyet tillit for to nye år.
-

- Nå er det høysesong for tyveri fra byggeplass
Norske byggeplasser blir frastjålet verdier for milliarder hvert eneste år. Nå starter høysesongen for tyverier på byggeplassen.
-

NTNU tilbyr rammeavtale innen NoDig
AKTUELLE PROSJEKTER: NTNU i Trondheim tilbyr rammeavtale på rørfornying med strømperenovering. Arbeidene utføres som generalentreprise.
-

Deltakerrekord på VA-dagene
Totalt 135 VA fagfolk møttes på VA-dagene 2023. SG PAM Norge satset på en utvidet fagkonferanse. Arrangørene er storfornøyde med både program og deltakerantall.
-

Regjeringen vil avskilte opplæringskontorene
I forslag til ny opplæringslov foreslår Kunnskapsdepartementet å avskilte opplæringskontorene som part i lærekontrakten og flytte lærlingtilskuddet over til bedriftene.
-

Evelina fra Ukraina fikk vannpris
Rådgiver Evelina Koltsova (27) i Asplan Viak ble onsdag kveld tildelt vannprisen Dråpen av PAM Norge. Hun takker juryen, og sender varme tanker til familien hjemme i Ukraina.
Aktivitetskalender
-

Hallingtreff nærmer seg fulltegnet
HALLINGTREFF 2025: Januar og Hallingtreff 2025 nærmer seg raskt. Med over 300 påmeldte er deltakerlisten 90 prosent fulltegnet. Blant utstillerne finner vi gamle kjente og et par nye navn. -

Inviterer til vårens største VA-konferanse
VA-dagene 2025: PAM Norge inviterer vannbransjen til vårens største VA-konferanse. Øverst på programmet står verdien av å snakke sammen. -

VA Messene utvider arrangementet i 2025
VA MESSENE 2025: For å nå ut til enda flere fagfolk i VA-bransjen, har VVP vedtatt å utvide til nye områder og alternere mellom byer fra våren 2025 -

Forberedelsene til Hallingtreff 2025 er godt i gang
Nok en gang er Hallingplast, RIN og SSTT i gang med forberedelsene til vannbransjens tankesmie; Hallingtreff 2025. -

Prisdryss på Norsk Vanns årskonferanse
Prisene for Årets bedreVANN – virksomhet, Omdømmeprisen, Bærekraftprisen, Mest aktive organisasjon og Mest aktive person ble nylig delt ut under Norsk Vanns årskonferanse. -

Webinar om overvannsutfordringer i Viken
10. september kl. 13.30-14.30 arrangerer Construction City Cluster (CCC) og Norwegian Water Cluster (Vannklyngen) et webinar for å diskutere utfordringene knyttet til overvann i Viken. -

- Bærekraft er både etisk ansvar og økonomisk fordel
Fredag 23. august samlet Grundfos Norge alle ansatte til en hel dag dedikert til bærekraft. Dagen var fylt med inspirerende innlegg fra både interne og eksterne fagpersoner, som delte innsikt om hvordan vi kan integrere bærekraft i våre daglige operasjoner. -

Verdig 30-års markering for Rørinspeksjon Norge
Rørinspeksjon Norges fagtreff 2024 ble nylig gjennomført i gjestfrie og regnvåte Bergen. Over 120 deltakere fikk med seg et variert og innholdsrikt fagprogram, samt en verdig markering av organisasjonens 30-årsjubileum. -

Inviterer til VA-seminar
AxFlow, INNVA, Process Partner, Safe Supply og VA-Prosjekt inviterer alle som er interessert i VA til seminar 26. september på Norrøna House på Lysaker. -

Økt bestillerkompetanse – men klarer bransjen å følge med?
Mange bestillere av håndverkstjenester har i dag, gjennom digital tilgang, tilegnet seg detaljkunnskap om både rettslige og tekniske krav, allerede før de tar kontakt med en bedrift. Fagrådet for våtrom (FFV) erfarer at bestillere av våtrom har blitt mer bevisste og dermed mer «kravstore» kunder. -

Meld deg på Nordisk Vannskadeseminar
Nordisk Vannskadeseminar arrangeres annen hvert år på ulike steder i Norden. I år arrangeres seminaret på Aronsborg i Bålsta i Sverige, med Säker Vatten som vertskap. -

Tematreff om tilstandsvurdering av vannledninger
Holmestrand kommune og Kjeldaas AS inviterer til tematreff 12. juni om tilstandsvurdering av vannledninger i samarbeid med SSTT. -

Kontakt- og informasjonsmøte om produktdokumentasjon
Velkommen til SINTEFs årlige kontakt- og informasjonsmøte om produktdokumentasjon. Møtet er gratis og åpent for alle, men du må melde deg på. Delta fysisk eller digitalt. -
Kunstig intelligens i bransjen – inspirasjon og muligheter
VKE-konferansen 2024 og årsmøtet går av stabelen torsdag 25. april på Oslo Militære Samfund. -

Velkommen til Vann & Miljø 2024
Konferansen Vann & Miljø 2024 arrangeres 17. – 18. april på Quality Hotel Tønsberg / Oseberg Kulturhus. Konferansen er et samarbeid mellom AVK og Pipelife. -

Inviterer til VAnnfestival
Vannsenteret inviterer studenter med vannfag i hele Norge (bachelor og master) til VAnnfestival på Vannsenteret og Campus Ås.
Aktuelle prosjekter
-
Søker totalentreprenør til VA-prosjekt
AKTUELLE PROSJEKTER: Modum er en kommune utlyser konkurranse om totalentreprise for etablering av nytt VA-anlegg. -

Tilbyr rammeavtale på rørleggertjenester
AKTUELLE PROSJEKTER: Sarpsborg og Rakkestad kommune utlyser konkurranse om rammeavtale på rørleggertjenester. -

Planlegger renovering av Tomter skole
AKTUELLE PROSJEKTER: Indre Østfold kommune utlyser konkurranse om totalentreprise på renovering av Tomter skole. -

Byggestart for Quadrum Port i Kristiansand
AKTUELLE PROSJEKTER: Etter jul starter siste etappe av den storstilte utbyggingen ved Kristiansand stasjon. Quadrum Port vil ferdigstille Quadrumområdet. Nytt hotell og nytt kontor på til sammen 26.000 kvm vil åpne i 2027. -

Ønsker nytt vanntåkeanlegg i Porsgrunn rådhus
AKTUELLE PROSJEKTER: Porsgrunn tilbyr totalentreprise på etablering av nytt vanntåkeanlegg i Porsgrunn rådhus. -

PTG Frionordica vinner Arctic Seafarm-kontrakt
AKTUELLE PROSJEKTER: PTG Frionordica AS har signert en betydelig kontrakt med Eyvi AS om leveranse av varmepumper og sjøvannsvekslere til Arctic Seafarm AS sitt nye landbaserte oppdrettsanlegg i Nesna kommune på Helgelandskysten. -

Sandnes kommune søker energirådgiver
AKTUELLE PROSJEKTER: Sandnes kommune tilbyr rammeavtale for levering av energirådgivning bygg. Verdi: opptil 2.3 millioner kroner. -

Tilbyr rammeavtale på rørleggertjenester i Bergen
AKTUELLE PROSJEKTER: Etat for bygg og eiendom (EBE) i Bergen kommune tilbyr rammeavtale på rørlegger- og sanitærtjenester. -

Tilbyr rammeavtale innen ventilasjon og kulde
AKTUELLE PROSJEKTER: Rogaland fylkeskommune utlyser konkurranse om rammeavtale knyttet til ventilasjon og kuldetjenester. -

Utlyser VVA-prosjekt i Asker
AKTUELLE PROSJEKTER: Asker kommune utlyser totalentreprise med samspill, for etablering av nye VA-ledninger, vei og øvrig infrastruktur på Reistadjordet. -

Aremark ønsker leveranse av ny pumpestasjon
AKTUELLE PROSJEKTER: Aremark kommune inviterer til åpen tilbudskonkurranse for levering og igangkjøring av ny pumpestasjon for avløpsvann. -

ØRIK tilbyr rammeavtale på VA/VMT- og VVS-leveranser
AKTUELLE PROSJEKTER: Øvre Romerike Innkjøpssamarbeid (ØRIK) tilbyr rammeavtale på levering av VA/VMT-materiell, VVS, verktøy/festemateriell, betong og gategods. Verdi: inntil 50 millioner. -

Tilbyr rammeavtale på rørleggertjenester i Bjørnafjorden
AKTUELLE PROSJEKTER: Bjørnafjorden kommune vil inngå parallell rammeavtale med inntil tre leverandører om løpende oppdrag innen rørleggertenester. Verdi: Inntil 10 millioner kroner. -

Vil oppgradere studentbolig i Bergen
AKTUELLE PROSJEKTER: Styret i Sammen, Studentsamskipnaden på Vestlandet, har vedtatt å oppgradere F-blokken på Hatleberg i Bergen. Problemer med dårlig inneklima har lenge vært en utfordring for studentene. -

Søker samspillsentreprenør
AKTUELLE PROSJEKTER: Harstad kommune innbyr til konkurranse om anskaffelse av samspillsentreprenør med rådgivere for nybygg/påbygg til eksisterende Bergsodden Sykehjem i Harstad. -

Tilbyr rammeavtale på rådgivningstjenester
AKTUELLE PROSJEKTER: Andøy kommune tilbyr rammeavtale på tverrfaglige rådgivningstjenester. Verdi: inntil 12 millioner kroner.
Bransjekommentar
-

- Unngå frosne rør
FAGARTIKKEL: Når kulden inntar våre boliger og fritidssteder, er det avgjørende å ta forholdsregler for å unngå frosne rør, og de problemene det kan medføre. -

Hva kjennetegner en god prosjektplan for VVS i boligprosjekter?
FAGARTIKKEL: - God prosjektstyring er avgjørende for å gjennomføre et vellykket byggeprosjekt, og prosjektplanen blir på mange måter ditt viktigste styringsverktøy. -

Hvordan skape et godt inneklima om vinteren?
KRONIKK: Vinteren er her, og for mange betyr det et tørrere inneklima, både hjemme og på jobb. Blir det for tørt, kan du oppleve tørre øyne, irritert hud, hyppigere hodepine og allergier. Hva kan vi gjøre for å hindre dette? -

- Viktig å tenke nytt rundt tema overvann
BRANSJEKOMMENTAR: - Vi må tenke nytt for å få unna alt vannet som kommer til å komme. Nå er en ny kombinert infiltrasjons- og fordrøyningsløsning testet i fullskala på Torvet i Trondheim. -

Slutt på nitriste handikaptoaletter?
BRANSJEKOMMENTAR: - Hvem stiller egentlig kravene til universell utforming? Er det kravene i seg selv som har gjort at et typisk handikaptoalett forbindes med noe kaldt og kjedelig? -

Viktig å dokumentere vedlikehold i borettslag og sameier
BRANSJEKOMMENTAR: - Å samle dokumentasjon for utførte vedlikeholdsarbeider i borettslag blir kanskje ikke gjort like systematisk, selv om det egentlig er en smart ting å gjøre. -

- Hva skal til for å få ned omfanget av VA-feil?
FAGARTIKKEL: - Jeg er Ali Al-Akabi. Jeg er 33 år gammel, og fersk sivilingeniør i vann- og miljøteknikk ved NMBU. Sommeren 2024 leverte jeg masteroppgave, om feil på nye vann- og avløpsanlegg i Norge. -

- Slik ryker anboringsklammeret
FAGARTIKKEL: – Vi hadde noen uheldige erfaringer med PE anboringsklammer for et par år siden. Det ble avdekket i forbindelse med testing av prosedyresveis, der de rett og slett ikke besto, sier prosjektleder Lene Sparre Thunes i Porsgrunn kommune. -

- Staten må koordinere utbyggingen av vann og avløp
BRANSJEKOMMENTAR: Det trengs omfattende investeringer i vann og avløp i årene som kommer, og innbyggerne som må ta regningen i form av økte gebyrer. Oslo er et tydelig eksempel på dette – nå øker vannavgiftene med 30 prosent i 2025 og avløp med 6 prosent. -

- Vær proaktiv!
FAGARTIKKEL: - Vannlekkasje fra varmtvannsberedere er blant de ti vanligste årsakene til vannskader i Norge. Å være proaktiv kan bidra til å unngå omfattende skader og kostnader. -

Ny fabrikk resirkulerer gammel plast til nye rør
BRANSJEKOMMENTAR: - Nå tar Hallingplast AS for alvor skrittet inn i sirkulærøkonomien. 10 000 tonn gammel plast blir råstoff til nye produkter i en en ny fabrikk. Blir det gode, trygge rør av sånt? -

- Det er for få insentiver til å fremme innovasjon
BRANSJEKOMMENTAR: - Kan Direktoratet for Byggkvalitet, FG, miljøorganisasjonene og andre premissgivere i større grad bidra til å fremme innovasjon i VVS markedet? -

Ny kvartalsrapport fra Byggfakta
Byggfakta sin nyeste kvartalsrapport, Pipeline Q3 2024, gir en detaljert gjennomgang av igangsettingstallene for tredje kvartal 2024 med innsikt i planene for Q4. -

- Tilrettelegger vi for reell konkurranse og utvikling?
BRANSJEKOMMENTAR: - Norge kan til tider fremstå som et mer lukket marked, hvor enkelte leverandører har en dominerende posisjon. -

Pusse opp bad eller rehabilitere VVS i borettslaget?
FAGARTIKKEL: Skal borettslaget eller sameiet ditt rehabilitere rør eller pusse opp badene? Da er det viktig å vite hvilke tiltak som krever søknad, hva som trenger årsmøtevedtak, og hvilke avtaler dere bør inngå med håndverkere. -

Hvordan få stabil innetemperatur i næringsbygg?
BRANSJEKOMMENTAR: Det er for varmt, for kaldt, luften er «tung», du blir trett, eller det trekker i nakken. Klagelisten kan fort bli lang når været skifter og varme- og kjøleanlegget i bygget ikke helt henger med.
Kurs og Seminarer
-
Hallingtreff nærmer seg fulltegnet
HALLINGTREFF 2025: Januar og Hallingtreff 2025 nærmer seg raskt. Med over 300 påmeldte er deltakerlisten 90 prosent fulltegnet. Blant utstillerne finner vi gamle kjente og et par nye navn. -
Inviterer til vårens største VA-konferanse
VA-dagene 2025: PAM Norge inviterer vannbransjen til vårens største VA-konferanse. Øverst på programmet står verdien av å snakke sammen. -
VA Messene utvider arrangementet i 2025
VA MESSENE 2025: For å nå ut til enda flere fagfolk i VA-bransjen, har VVP vedtatt å utvide til nye områder og alternere mellom byer fra våren 2025 -

Samspill og jakt på VA-informasjon
HALLINGTREFF 2025: Det nærmer seg Hallingtreff 2025, og mye av innholdet på den tradisjonsrike VA-konferansen er klart. -
Forberedelsene til Hallingtreff 2025 er godt i gang
Nok en gang er Hallingplast, RIN og SSTT i gang med forberedelsene til vannbransjens tankesmie; Hallingtreff 2025. -
Prisdryss på Norsk Vanns årskonferanse
Prisene for Årets bedreVANN – virksomhet, Omdømmeprisen, Bærekraftprisen, Mest aktive organisasjon og Mest aktive person ble nylig delt ut under Norsk Vanns årskonferanse. -
Webinar om overvannsutfordringer i Viken
10. september kl. 13.30-14.30 arrangerer Construction City Cluster (CCC) og Norwegian Water Cluster (Vannklyngen) et webinar for å diskutere utfordringene knyttet til overvann i Viken. -
- Bærekraft er både etisk ansvar og økonomisk fordel
Fredag 23. august samlet Grundfos Norge alle ansatte til en hel dag dedikert til bærekraft. Dagen var fylt med inspirerende innlegg fra både interne og eksterne fagpersoner, som delte innsikt om hvordan vi kan integrere bærekraft i våre daglige operasjoner. -
Verdig 30-års markering for Rørinspeksjon Norge
Rørinspeksjon Norges fagtreff 2024 ble nylig gjennomført i gjestfrie og regnvåte Bergen. Over 120 deltakere fikk med seg et variert og innholdsrikt fagprogram, samt en verdig markering av organisasjonens 30-årsjubileum. -
Inviterer til VA-seminar
AxFlow, INNVA, Process Partner, Safe Supply og VA-Prosjekt inviterer alle som er interessert i VA til seminar 26. september på Norrøna House på Lysaker. -
Økt bestillerkompetanse – men klarer bransjen å følge med?
Mange bestillere av håndverkstjenester har i dag, gjennom digital tilgang, tilegnet seg detaljkunnskap om både rettslige og tekniske krav, allerede før de tar kontakt med en bedrift. Fagrådet for våtrom (FFV) erfarer at bestillere av våtrom har blitt mer bevisste og dermed mer «kravstore» kunder. -

VVPs topplederkonferanse gjenoppstår
Topplederkonferansen i regi av VA- og VVS-produsentene VVP gjenoppstår når bransjeforeningen inviterer hele bransjen til samling med et omfattende og spennende program på Hotel Continental i Oslo 18. september -

SINTEF inviterer til grunnkurs i innregulering
Dette todagers kurset gir deltakerne praktiske og teoretiske kunnskaper om instrumentering, målemetoder, innreguleringsmetoder og anleggstekniske forutsetninger for innregulering av ventilasjonsanlegg. -
Meld deg på Nordisk Vannskadeseminar
Nordisk Vannskadeseminar arrangeres annen hvert år på ulike steder i Norden. I år arrangeres seminaret på Aronsborg i Bålsta i Sverige, med Säker Vatten som vertskap. -
Tematreff om tilstandsvurdering av vannledninger
Holmestrand kommune og Kjeldaas AS inviterer til tematreff 12. juni om tilstandsvurdering av vannledninger i samarbeid med SSTT. -
Kontakt- og informasjonsmøte om produktdokumentasjon
Velkommen til SINTEFs årlige kontakt- og informasjonsmøte om produktdokumentasjon. Møtet er gratis og åpent for alle, men du må melde deg på. Delta fysisk eller digitalt.
Produktnyheter
-

Ego aktuator med adaptiv strømningskontroll
PRODUKTNYHET: Canes har lansert en ny aktuator, Ego, med adaptiv strømningskontroll. Den er designet for å utføre hydraulisk balansering av varmesystemer ved hjelp av kunstig intelligens (KI). -

Geberit lanserer Selnova Square baderomsmøbler
PRODUKTNYHET: De nye baderomsmøblene fra Geberit er moderne, stilrene og funksjonelle. De er allerede på lager på Geberits hovedkontor på Lørenskog. -

LK Metrix - en game changer?
PRODUKTNYHET: LK Metrix er et helt nytt verktøy for å måle strømning i vannrør. Verktøyet monteres utenpå røret og måler strømningen, du trenger rett og slett ingen måleventil -

Habo lanserer nye servantbatterier
PRODUKTNYHET: Habo utvider nå sitt sortiment for baderom og lanserer fem modeller av høykvalitets servantbatterier. De nye armaturene er testet, typegodkjent og sertifisert av RISE (Research Institutes of Sweden). -

App skal gjøre arbeidshverdagen tryggere
PRODUKTNYHET: I flere måneder har Skydda, Unifractal, Betonmast og Gjensidige jobbet sammen for å utvikle et digitalt verktøy med mål om å redusere personskader og arbeidsrelatert sykefravær. -
Canes lanserer nytt miljøvennlig rør for vannbåren gulvvarme
PRODUKTNYHET: Canes lanserer "GoGreen PE-RT", et bærekraftig og miljøvennlig rør for vannbåren gulvvarme, produsert av resirkulert PE-RT. -

Spennende nyheter fra Dansani
PRODUKTNYHETER: Dansani, som i år feirer 40 år, lanserer nå spennende nyheter for baderommet i 2025-kolleksjonen sin. -

TECEneo - nytt dusjtoalett fra TECE
PRODUKTNYHET: Nå utvider TECE sin dusjtoalett-familie med TECEneo. Den nye toalettløsningen har innovative og smarte funksjoner som forbedrer renslighet, brukervennlighet og bærekraft. -

Franke Home Solutions lanserer Water Hub
PRODUKTNYHET: RørosHetta og Franke Home Solutions lanserer produktnyheten Water Hub på det norske markedet -

Lanserer Canes Ypsilon
PRODUKTNYHET: Canes introduserer Canes Ypsilon, et banebrytende sisternessystem som kombinerer fordelerskap og innbygningssisterne i én integrert modul. -

TECE lanserer TECEfloor Smart Home
VVS-dagene 2024: Under VVS-dagene lanserer TECE sin nye innovative løsning TECEfloor Smart Home. Denne gjør det mulig å aktivere, slå av eller justere gulvvarmen eller andre bærbare produkter i hjemmet, enkelt igjennom app. -

Moderne middelhavspreg fra Vedum
PRODUKTNYHET: I Vedums nye baderomsmiljø møter turkisgrønne toner svarte detaljer. Resultatet er et moderne middelhavspreg med en arealeffektiv planløsning. -

LK Systems lanserer LK Våtromskassett SAFE Q
PRODUKTNYHET: LK Våtromskassett SAFE Q er spesialdesignet for å få best mulig lydreduksjon, enkel installasjon. Den nye våtromskassetten har i tillegg en kompakt design. -

CTC lanserer CTC EcoAir 700M
CTC presenterer CTC EcoAir 700M-serien. Dette er en ny generasjon frekvensstyrte luft/vann-varmepumper, som automatisk tilpasser seg husets effektbehov gjennom hele året, med både kjøling og oppvarming. -

INNVA lanserer digitale hydranter på VA-seminaret
Med potensiale for å redusere manuelle oppgaver, kutte kostnader og øke sikkerheten gjennom sanntidsovervåkning, lanserer INNVA digitale hydranter. -

Poloplast oppdaterer rørsystem med ny muffe
PRODUKTNYHET: Poloplasts populære rørsystem POLO-KAL 3S PRO MT, som ofte brukes i offentlige bygg hvor det stilles strenge krav til et stille miljø, har nå blitt oppdatert med en ny muffe. Dette gjør installasjonen både raskere og sikrere.
Nyttekjøretøy
-

Maxus lanserer eTerron 9
NYTTEKJØRETØY: Maxus vil i 2025 utvide sitt sortiment med en ny elektrisk pickup: eTerron 9. Med firehjulstrekk, imponerende kapasitet og toppscore på fem stjerner i Euro NCAP, vil den sette en ny standard for sitt segment. -

Snart verdenspremiere på nye Volkswagen Transporter
Volkswagen Transporter har satt standarden for hva et nyttekjøretøy skal være i over 70 år. Nå er duken dratt av syvende generasjon Volkswagen Transporter, som har verdenspremiere i september. -

Nå kommer oppgradert ID. Buzz Cargo med 4MOTION firehjulsdrift
NYTTEKJØRETØY: Volkswagen ID. Buzz Cargo har etablert seg som Norges mest solgte varebil. Nå kommer modellen i oppgradert versjon, med vesentlig mer effekt, mer utstyr og 4MOTION firehjulsdrift. -

Helelektrisk også for landets rørinspektører
PipelineVision AS i Bærum er klar for leveranse av sin første helelektriske rørinspeksjonsbil for det norske markedet. -

Heidenreich tar grep for å nå hårete mål om utslippskutt
Heidenreich har en målsetning om å redusere sine utslipp med minimum 70% innen 2030. Nullutslippsløsninger innenfor transport er et av de viktigste tiltakene for å redusere de totale utslippstallene. -

- Sjokkerende dårlige intensiver
Under Arendalsuka har støtte og insentiver til elektriske varebiler vært et hett tema. RSA mener nullutslippsmålene i 2025 for el-varebiler kun kan nås dersom varebil-intensiver økes betraktelig, på linje med andre europeiske land. -

Først ut med helelektriske Ford E-Transit
De tre første kundeleverte E-Transit i Norge, som nylig ble utlevert hos Kverneland Bil i Stavanger, skal nå settes inn i den daglige driften og levere kontorrekvista og forbruksmateriell til bedrifter i Stavanger og Sandnes-regionen i Rogaland. -

Ford Transit Custom blir helelektrisk
Ford tok i dag nok et stort og viktig skritt på veien mot en helelektrisk fremtid da Ford Pro avslørte de første detaljene om den nye helelektriske E-Transit Custom. -

Fortsetter å sponse Norges Hyggeligste Håndverker
– Vi er svært fornøyd med fortsatt å være hovedsponsor for en kåring som skaper så mye engasjement og stolthet hos håndverkerne, sier Ingvild Øversveen, markedssjef for Volkswagen Nyttekjøretøy i Harald A. Møller AS. -

Først ute med «grønn rørinspeksjon»
JTR Gruppen, med hovedkontor på Nærbø, har fått overlevert sin første helelektriske rørinspeksjonsbil. Trolig er dette den første bilen i sitt slag i Norge. -

Har overtatt Fiat, Alfa Romeo og Jeep i Norge
Fra og med 1. desember 2021 har Bertel O. Steen overtatt importen av bilmerkene Fiat, Alfa Romeo og Jeep til Norge. -

Ford avduker neste generasjon av Ford Ranger: Smartere, tøffere og enda mer praktisk i bruk
Ford avduket i dag den smarteste, tøffeste og mest kapable Ranger pickup som noensinne er utviklet. -

Ranger i fire spesialutgaver
I løpet av året har Norge og Europas mest solgte pickup så langt i år, Ford Ranger, kommer i fire nye spesialutgaver. Nå skal de nye variantene prøvekjøres av europeisk presse. -

Tvinges til å kjøpe flere biler
Dagens regelverk tvinger KTV Group-eier Kennet Nilsen til å kjøpe flere biler enn han trenger. Årsaken er seteavgiften. Et baksete koster bygg og anleggsbedriften 674 000 kroner. -

Salgsstart på elektriske EQV varebil
Mercedes-Benz EQV varebil er et elektrisk alternativ med høyt fokus på komfort. Bilen har en rekkevidde på opptil 357 kilometer (WLTP), og kan hurtiglades med opptil 110 kW. Prisene starter på kr. 689.900,- og den kan bestilles allerede nå. -

Nye Ford E-Transit skal snart testes av norske kunder
Norge er et av tre land hvor den nye helelektriske varebilen Ford E-Transit snart skal tas i bruk i et stort kundetestprosjekt som gjennomføres i Europa.